當前位置:首頁 > 新聞中心
帶你了解沖孔板的生產流程
文章出處:安平縣明高絲網制品有限公司 責任編輯:安平縣明高絲網制品有限公司 發布時間:2019-09-20
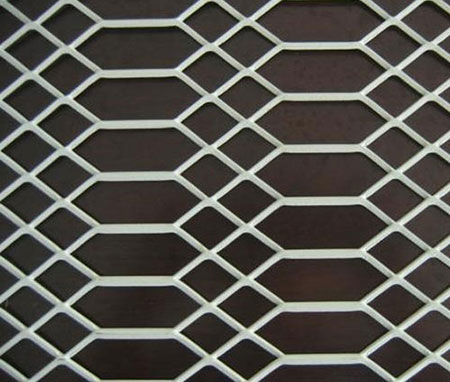
小孔板在很多行業也都有用到,而有的行業對沖孔板的平整度要求很高,平板料在沖完密集孔后,板材要求必須要平整無痕。但是,使用普通的沖裁沖孔模具組件進行沖孔,不銹鋼沖孔板等板材經過不斷沖壓后,由于內應力原因,會發生明顯變形。
需要用到后續整形模進行整形,這樣費時、費力,沒有效率。今天為大家介紹一種沖孔精加工模具,產品在沖孔板加工后,平整如初,不需要額外的平整工序!
精沖工作原理:在專用壓力機上,借助特殊結構模具,
在強力作用下,使材料產生塑性—剪切變形,從而得到優質精沖件。精沖工藝要求三個力,沖裁力PS、壓邊力PR和反壓力PG。

精沖工作過程:
1、模具開啟,送入材料;
2、模具閉合,在刃口(沖裁線)內外的材料利用齒圈力和反壓力壓緊;
3、用沖裁力PS沖裁材料,壓邊力PR和PG全過程有效壓緊;
4、滑塊行程結束,沖件在凹模內,內孔廢料沖入落料凸模中;
5、壓邊力PR和反壓力PG卸除,模具開啟;
6、在施加齒圈力的位置,此時作用為:頂出內孔廢料和卸除沖壓搭邊的卸料力PRA;
7、在施加反壓力的位置,此時作用為:從凹模中頂沖件的頂件力PGA;
8、吹卸或清除精沖件和內孔廢料。材料送進完成。;
上一篇:穿孔鋁板怎樣使用才不會生銹?
下一篇:一篇文章告訴你什么是沖孔隔音板